

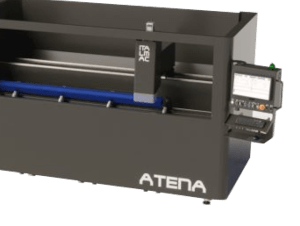
Maquinaria
Maquinaria para aluminio, PVC, hierro, vidrio, madera y otros

Logística
Fabricación y diseño de distribuciones logísticas dentro de las instalaciones

Sat
Servicio técnico para maquinaria industrial

Fabricación
Fabricamos nuestra propia marca Strong Bull













Marcas de maquinaria para Aluminio, PVC e Industrial



Fabricantes maquinaria
Experiencia, profesionalidad y soporte técnico
APD Maqmaster lleva más de 30 años vendiendo y fabricando maquinaria para aluminio, PVC e industrial tanto para España como para el resto del mundo.